THC Fai Da Te per Plasma CNC con isolamento in Fibra Ottica e STM32F103
- Postato 15 marzo 2026
- Elettronica
- By Daniele Baglivo
- 351 Views
Questo progetto descrive la realizzazione di un Torch Height Controller (THC) per CNC plasma basato su STM32F103 con isolamento in fibra ottica tra due PCB.
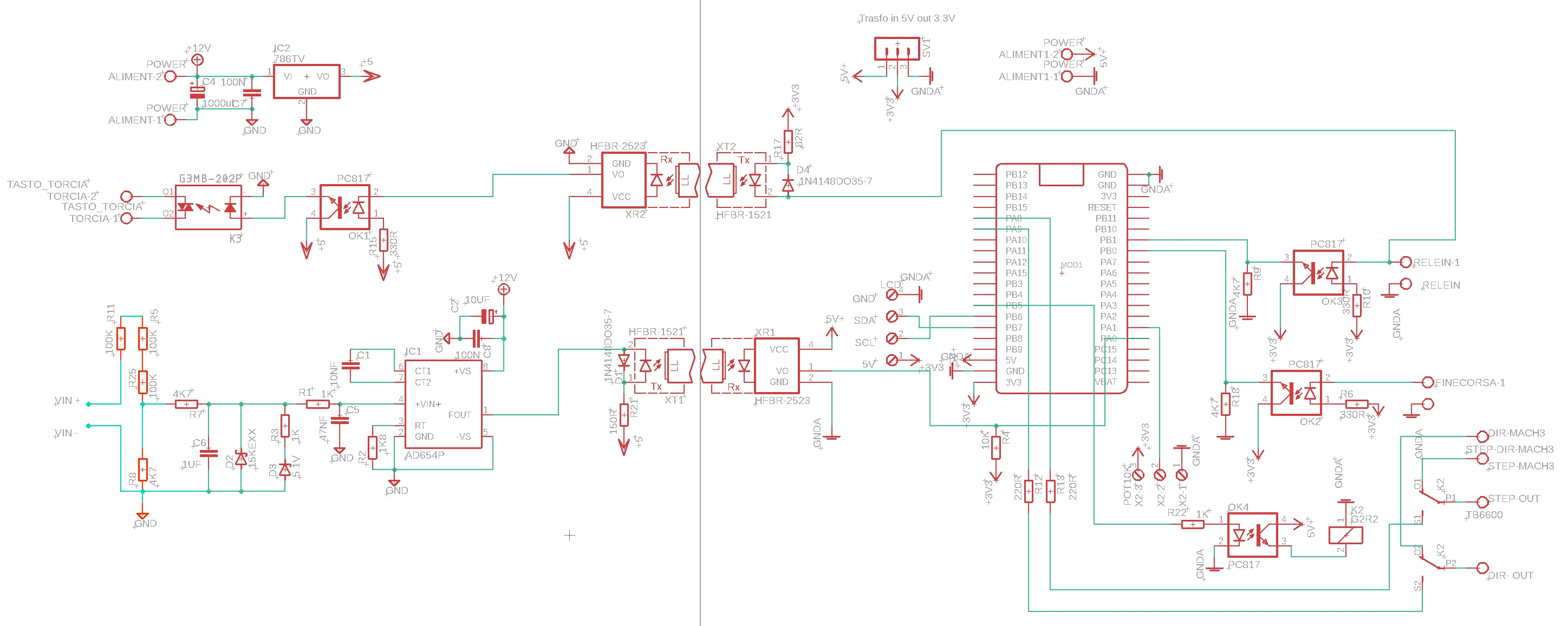
La tensione dell’arco plasma 0–320V viene ridotta tramite partitore resistivo, filtrata con filtri passa basso RC, e convertita in frequenza tramite AD654 (Voltage to Frequency Converter). Il segnale modulato (0–27kHz) viene trasmesso tramite laser e fibra ottica verso il secondo stadio, dove uno STM32F103 misura la frequenza tramite interrupt, ricostruisce la tensione dell’arco e gestisce automaticamente l’asse Z della CNC tramite algoritmo PID. Il sistema integra inoltre la gestione dell’accensione torcia da Mach3, relè di commutazione per il controllo dell’asse Z e protezioni contro disturbi e sovratensioni tipiche dei sistemi plasma. L’utilizzo della trasmissione ottica garantisce elevata immunità EMI, isolamento galvanico completo e maggiore stabilità della misura in ambienti industriali ad alto rumore elettrico.
Introduzione
In questo progetto ho realizzato un Torch Height Controller (THC) per plasma CNC basato su STM32F103, progettato per lavorare in ambienti industriali estremamente rumorosi dal punto di vista elettromagnetico.
La caratteristica principale del sistema è l'utilizzo della fibra ottica per la comunicazione tra due PCB separati, che permette di ottenere:
-
isolamento galvanico completo
-
immunità ai disturbi EMI generati dall’arco plasma
-
trasmissione affidabile anche con segnali ad alta frequenza
-
eliminazione dei loop di massa
Il sistema misura la tensione dell'arco plasma (0-320V), la converte in frequenza tramite un AD654, la trasmette su fibra ottica, e successivamente uno STM32F103 la elabora per controllare automaticamente l’altezza della torcia.
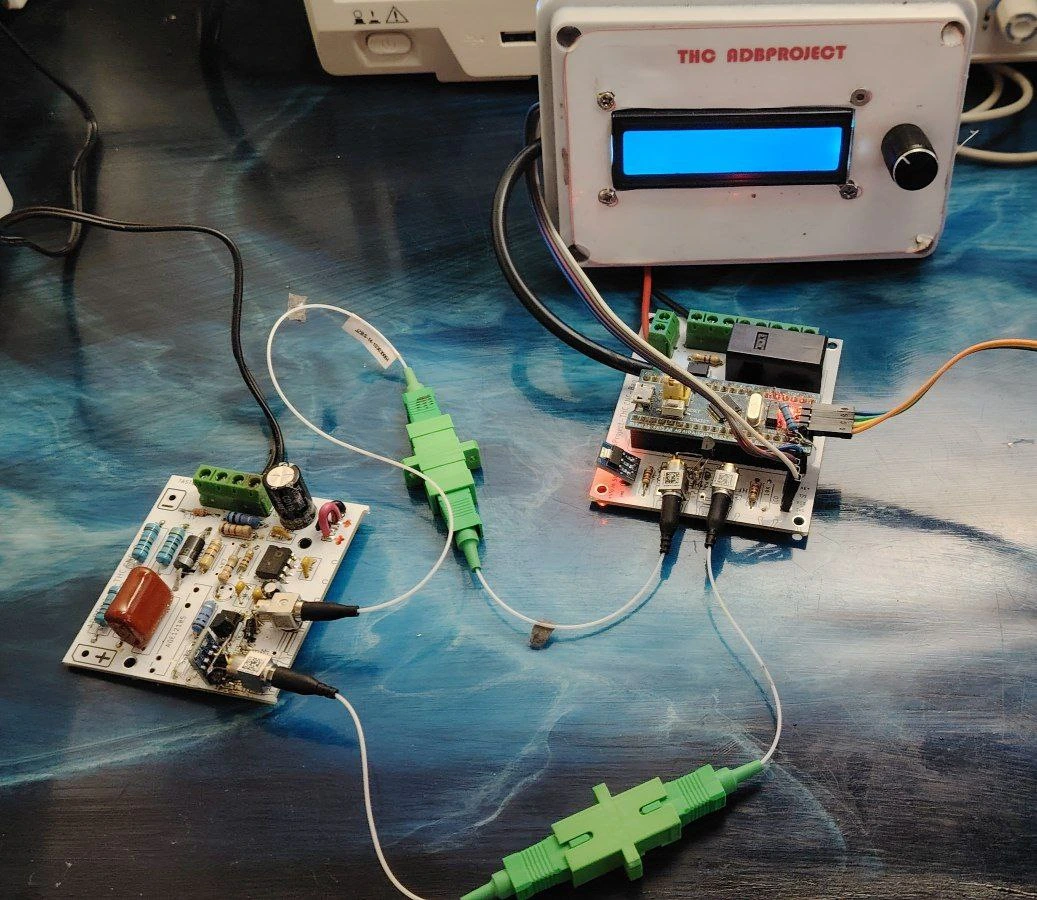
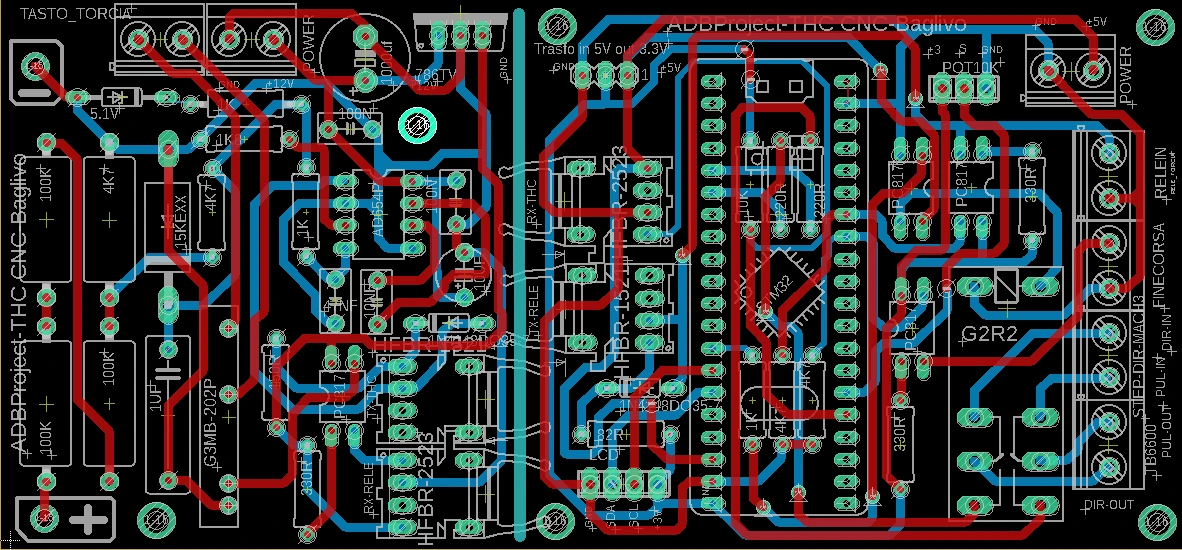
Il sistema è composto da due PCB principali:
Primo stadio – acquisizione tensione plasma
-
misura tensione arco
-
filtraggio analogico
-
conversione tensione → frequenza
-
trasmissione su fibra ottica
Secondo stadio – controllo e logica
-
ricezione segnale ottico
-
conversione frequenza → tensione
-
controllo automatico asse Z
-
interfaccia con Mach3
-
display LCD
Primo stadio – acquisizione tensione plasma
Questo PCB è installato vicino al generatore plasma.
La tensione dell'arco è tipicamente:
0 – 320V
che deve essere convertita in un segnale gestibile dall'elettronica.
Partitore resistivo
La prima operazione consiste nel ridurre la tensione tramite un partitore resistivo ad alta impedenza.
Obiettivo:
320V → 5V
Questo segnale viene poi filtrato prima di essere inviato al convertitore tensione-frequenza.
Filtraggio analogico
Il plasma genera forti disturbi elettrici ad alta frequenza.
Per stabilizzare la misura sono stati inseriti due filtri passa basso RC.
Filtro passa basso principale
Frequenza di taglio:
fc = 1 / (2πRC)
Sostituendo i valori:
R = 4700 Ω
C = 1 µF
fc = 1 / (2π * 4700 * 1e-6)
Risultato:
fc ≈ 33.9 Hz
Questo filtro elimina gran parte del rumore impulsivo generato dall'arco plasma.
Secondo filtro prima dell’AD654
Calcolo della frequenza di taglio:
R = 1000 Ω
C = 47 nF
fc = 1 / (2π * 1000 * 47e-9)
Risultato:
fc ≈ 3386 Hz
Questo filtro serve a:
-
attenuare ulteriormente il rumore
-
stabilizzare l'ingresso del convertitore V/F
-
prevenire oscillazioni dell'AD654.
Protezione da sovratensioni
Il sistema è progettato per lavorare in un ambiente estremamente aggressivo.
Per proteggere l'ingresso analogico sono stati inseriti:
-
due diodi Zener 5.1V
-
TVS 15KE
Funzioni principali:
-
limitare picchi di tensione
-
proteggere l'ingresso del convertitore
-
evitare danni dovuti a transitori del plasma.
Convertitore tensione → frequenza (AD654)
Il cuore del primo stadio è il convertitore:
AD654 Voltage-to-Frequency Converter
Questo integrato trasforma una tensione analogica in una frequenza proporzionale.
Principio di funzionamento:
-
la tensione di ingresso controlla una corrente interna
-
la corrente carica un condensatore integratore
-
quando la tensione supera una soglia viene generato un impulso
-
il ciclo si ripete
Il risultato è una onda quadra la cui frequenza è proporzionale alla tensione di ingresso.
-
ingresso: 0-5V
-
uscita: 0-27kHz
Questo approccio ha un enorme vantaggio:
👉 la frequenza è molto meno sensibile al rumore rispetto a una tensione analogica.
Trasmissione tramite fibra ottica
L'uscita del convertitore pilota un:
laser emitter
Il segnale viene trasmesso tramite fibra ottica verso il secondo PCB.
Vantaggi principali:
-
isolamento galvanico totale
-
immunità EMI
-
nessun accoppiamento capacitivo
-
nessun loop di massa
-
trasmissione stabile anche con segnali veloci (27kHz).
Secondo stadio – controllo STM32
Il secondo PCB è il centro logico del sistema.
Componenti principali:
-
STM32F103
-
ricevitore ottico HFBR-2523
-
display LCD I2C
-
relè di controllo
-
interfaccia Mach3
-
driver step/dir asse Z
Lettura della frequenza
Il segnale ottico viene convertito in impulsi digitali.
Lo STM32 utilizza un interrupt hardware per misurare la frequenza fino a: 27 kHz
Nel firmware:
-
conteggio impulsi
-
misura periodo
-
fallback software in caso di perdita segnale.
Questo approccio garantisce una misura stabile anche con jitter o disturbi.
Conversione frequenza → tensione
Nel firmware la tensione dell'arco viene calcolata tramite:
Successivamente vengono applicati coefficienti di calibrazione:
Il risultato finale è la tensione reale dell’arco plasma (0-320V).
Filtraggio digitale nel firmware
Per stabilizzare la lettura sono implementati tre filtri.
1. Filtro mediana
Elimina spike e disturbi impulsivi.
2. Filtro IIR
Riduce il rumore ad alta frequenza.
3. Notch filter
Il firmware implementa anche un notch filter per eliminare una specifica frequenza di disturbo tipica del plasma.
Interfaccia con Mach3
Il segnale torcia proveniente da Mach3 entra su: PB1
Questo segnale:
-
viene letto dallo STM32
-
pilota un laser emitter
Il segnale ottico viene inviato al primo PCB dove:
👉 attiva un relè che chiude il contatto della torcia plasma sostituendo il pulsante originale della torcia.
Gestione automatica asse Z
Il sistema utilizza un PID controller per regolare l’altezza della torcia.
Errore:
Output PID:
Questo valore viene convertito in velocità dell’asse Z.
Logica di controllo THC
Il controllo automatico si attiva solo se:
-
torcia accesa
-
arco stabilizzato
-
tensione valida
Condizione firmware:
Solo in questo caso il sistema prende il controllo dell’asse Z.
Relè di commutazione asse Z
Sul pin: PB5 è presente un relè che decide chi controlla l’asse Z.
PB5 LOW
Mach3 controlla direttamente l’asse.
PB5 HIGH
Lo STM32 prende il controllo dell’asse Z per il THC automatico.
Collision detection
È presente un ingresso per rilevare collisioni della torcia.
Se attivato:
-
il THC viene disabilitato
-
l’asse Z si alza automaticamente.
Visualizzazione dati
Sul display LCD vengono mostrati:
-
tensione arco
-
setpoint
-
stato arco
-
stato torcia
-
direzione asse Z.
Vantaggi dell’isolamento in fibra ottica
L’utilizzo della fibra ottica rende il sistema estremamente robusto.
Principali vantaggi:
✔ isolamento galvanico totale
✔ immunità ai disturbi EMI del plasma
✔ nessun loop di massa
✔ stabilità della misura
✔ possibilità di trasmettere segnali veloci senza degradazione
Nei sistemi plasma tradizionali i disturbi elettromagnetici possono facilmente corrompere segnali analogici.
Trasmettendo frequenza su fibra ottica, il sistema diventa praticamente immune a questi problemi.
Conclusione
Questo progetto dimostra come sia possibile realizzare un THC professionale per CNC plasma utilizzando:
-
conversione tensione → frequenza
-
trasmissione su fibra ottica
-
controllo digitale con STM32
-
filtraggio analogico e digitale avanzato.
Il risultato è un sistema:
-
robusto
-
preciso
-
immune ai disturbi industriali
-
perfettamente integrabile con Mach3.


